

以下是:57*1.5声测管现货的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 最小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 在四川省内江市采购57*1.5声测管现货请认准鑫亿呈钢管有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘经理-18833761560,QQ:18833761560,地址:新华区发货到四川省 内江市 威远县、资中县、隆昌市)。 四川省,内江市 内江域内,西汉首设资中县,东汉划资中县以南地域设汉安县;因江水环绕90余里,至隋文帝时改称内江;内江名胜众多,如隆昌古牌坊群、圣水寺、西林寺、重龙山摩崖石刻、资中文庙、资中武庙,以及威远穹窿地貌等人文景观;内江人杰地灵,才俊辈出,是孔子之师苌弘和国画大师张大千的故乡。“一师二相三状元四大家”彪炳史册,有“大千故里”“书画之乡”“文化之乡”之誉。
想了解我们的57*1.5声测管现货产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:57*1.5声测管现货的图文介绍
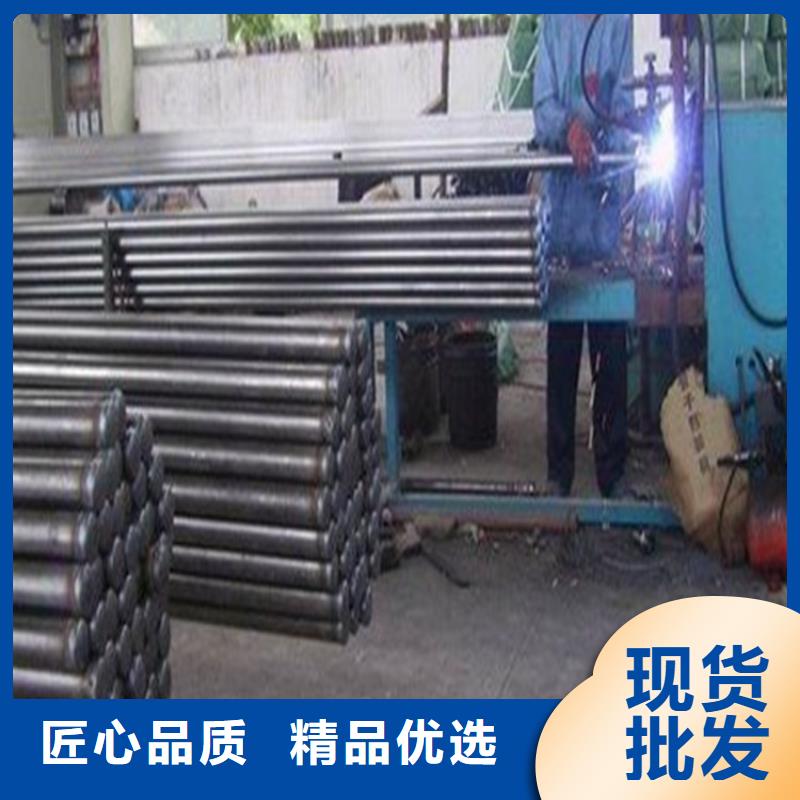
四川内江声测管的质量直接影响着桩基检测的准确性,间接应影响着工程的系数,由于四川内江声测管都是检测桥梁、高速公路等工程的质量的,而这些工程又都是与我们的生活息息相关的,一但质量出现问题,将来造成的损失就远远超出了四川内江声测管本身的意义,动辄就将损失上亿的投资,而四川内江声测管的质量主要体现在壁厚及承压能力上,由于设计院都会给出四川内江声测管的规格。因此在采购的时候一定要严格测量四川内江声测管的壁厚,只有复合国标标准的四川内江声测管才可以进行采购,四川内江声测管承压能力主要体验在打水压测试上,在进行打水压的时候一定要保证四川内江声测管不能漏水、漏水的四川内江声测管只有进行修复后才可以进行使用。
用于四川内江声测管是一种可靠的系统,在市场上独特地应用于超声波测试。可以保留一个通道,以便探头可以直接到达桩的底部。:四川内江声测管的特点:同时,橡胶密封圈被挤压后会变形并配合在两层管道之间,具有出色的双重密封功能。同时,橡胶密封圈被挤压后会变形并配合在两层管道之间,具有非常好的双重密封功能。第二:四川内江声测管的优点:1.使用专用液压钳进行连接,在工地外无需做准备工作,无需设备,繁琐,快捷(比传统方法快5倍),固定在钢笼上简单,不受恶劣天气的影响。2.长度可根据现场要求调整,无费用。3.节省成本,节省准备时间,无需技术人员,节省损失(同类型的短管可根据客户要求定制),不受现场限制。4.节省成本,节省准备时间,无需技术人员,节省损失(可以根据客户要求定制不同类型的短管),并且不受现场限制。5.,无需停止施工现场的焊接工作。在抗拉力和抗扭力方面,它们既稳定又优异,凸度是弧形,凸度小,可以有效地防止与管道,振动器等的碰撞。
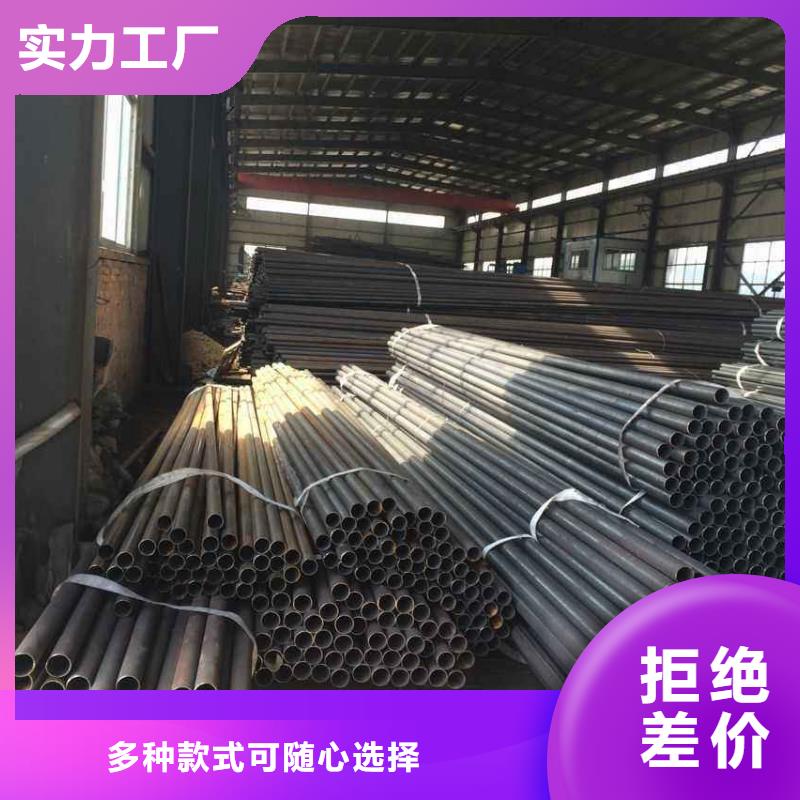
四川内江鑫亿呈钢管有限公司主要经营 声测管,注浆管,冷却管,沉降板等产品,业务遍及全国各个省市,是国内 声测管,注浆管,冷却管,沉降板企业主要供货商!我司成立以来一直致力于 声测管,注浆管,冷却管,沉降板产品的市场开发与经营,公司凭借“、、诚信、优质”的企业经营宗旨,在业内树立了良好的信誉。在保证产品质量的前提下快速将货物送到客户厂内、保证货物的同时也提高了客户生产进度。公司信誉至上保证客户无后顾之忧、品种丰富保证客户产品的需要。公司将秉承“诚信为本、共利同赢”的经营理念,愿与广大客户通力合作,共同发展,实现共赢!
四川内江声测管对焊接质量有哪些要求:分析四川内江声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。四川内江声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于四川内江声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在四川内江声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在四川内江声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。
联系人:刘经理,电话:18833761560,鑫亿呈钢管有限公司在四川省内江市本地专业从事57*1.5声测管现货,四川省内江市各个县市以及周边城市均可提供送货上门服务!










